Металлический штакетник — современный материал для строительства заборов, спрос на который только в последние 4-5 лет увеличился более чем вдвое. Поэтому его изготовление — перспективный бизнес как для новичков в отрасли, так и для металлопрокатных компаний, которые ищут точки роста. Для запуска такого производства нужен цех, склад, как минимум один погрузчик, кран-балка и, конечно же, станок для евроштакетника. О том, что собой представляет линия по производству штакетника металлического, и как ее выбрать — ниже.

Оглавление статьи
Из чего состоит станок для производства металлического штакетника
Станок для изготовления евроштакетника обычно состоит из:
- Разматывателя для рулона стальной ленты.
- Прокатного (профилегибочного) стана.
- Отрезного устройства.
- Приемного устройства.
- Шкафа управления с пультом.
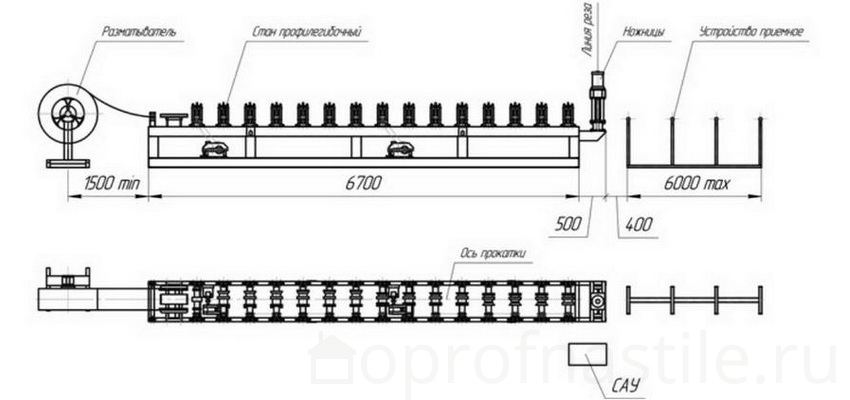
Из этих элементов обязателен, по сути, только прокатный стан — делать металлический штакетник можно из уже нарезанных стальных полос в полуавтоматическом режиме. Но производительность в этом случае очень низкая, поэтому отдельно станок по производству штакетника из металлического профиля ставят крайне редко: либо когда нужно делать евроштакетник на объекте, например, из-за сложности логистики, либо при разворачивании производств в местах с очень дешевой рабочей силой. А для эффективного постоянного производства пятиэлементная комплектация линии — необходимый минимум.

{kind=link}
На чертеже выше — пример линии для евроштакетника в полной комплектации, но без сегмента упаковки. Поскольку большинство станков модульные, необходимое оборудование всегда можно быстро добавить или, например, заменить на более мощное, если нужно увеличить производительность линии.
Консольный разматыватель
Оборудование для закрепления и разматывания рулона металла. Станок для штакетника металлического комплектуется узким размотчиком, рассчитанным на максимальную ширину рулона 300–320 мм.
{kind=link}
Самые простые размоточные устройства состоят из катушки на 3–4 разжимных «лепестка» и одной опоры. Они разматывают рулон с постоянной скоростью и управляются вручную.
Для увеличения производительности разматыватели могут комплектоваться:
- прижимным роликом, который будет придавливать рулон и препятствовать его распушению;
- системой управления, которая будет автоматически менять скорость размотки в зависимости от уровня провисания полосы металла;
- маслостанцией для облегчения обслуживания.
Мощность электродвигателя у размотчиков, которыми комплектуется станок для изготовления металлического штакетника, обычно составляет 3–4 кВт. Двигатели меньшей мощности ставят редко, поскольку, даже если они смогут размотать рулон с нужной линейной скоростью, работать они будут на пределе возможностей, что значительно снизит срок службы оборудования.
Прокатный стан
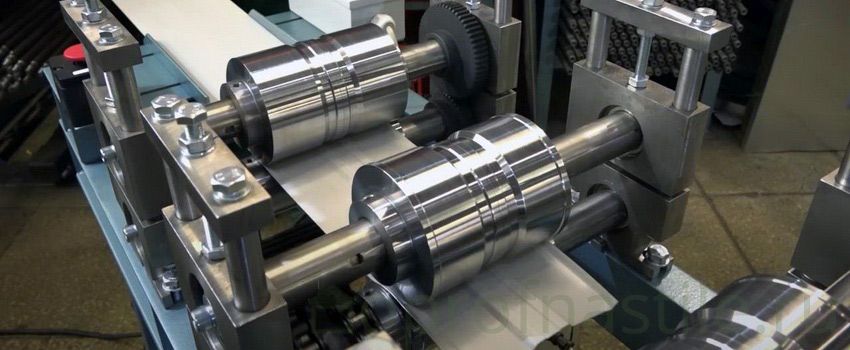
Профилегибочный стан — ключевое оборудование для производства евроштакетника. Он состоит из 6–12 клетей. Каждая клеть — это два ролика из высокопрочной стали с заданной геометрией поверхности, установленных друг над другом с минимальным зазором. Эти ролики продавливают стальную полосу, придавая ей нужную форму профиля. Каждая последующая клеть все сильнее закрепляет профиль.
{kind=link}
Обычно прокатный стан профилирует один вид профиля из одной полосы металла. Но есть и профилегибочные станы, которые могут одновременно выпускать два вида евроштакетника. Это возможно либо при увеличенной ширине стана с двумя комплектами роликов разной геометрии, либо при двухэтажном исполнении. В обоих случаях линия комплектуется двумя размоточными устройствами или одним широким.
Отрезное устройство
Гильотинные или просечные ножницы нужны для реза уже профилированных полос металла на отдельные штакетины. При этом чтобы рез получился ровным, без деформации верхнего края планки, станок для металлоштакетника приостанавливается на доли секунды на время рубки.
Кроме обычного прямого реза, многие линии комплектуются 3D-ножницами для производства евроштакетника с фигурной кромкой. Такое отрезное устройство позволяет получать металлический штакетник с верхней кромкой в форме трапеции, полукруга или пики. Возможность фигурной резки расширяет ассортимент с минимальными затратами.
{kind=link}
Как правило, на станок для производства штакетника из металла ставят одни прямые ножницы с возможностью быстрой смены ножа для перехода на фигурную резку. Но для большей производительности, особенно на высокоскоростных линиях, ножницы с разными видами ножей могут устанавливаться последовательно, что позволяет менять форму реза буквально на лету.
Приемное устройство
Обычно в качестве приемного устройства выступает стандартный роликовый конвейер (рольганг). В этом случае рабочие вручную формируют пачку и упаковывают ее. Для повышения производительности вместо неприводного рольганга можно установить автоматический укладчик, который будет формировать пачку без привлечения оператора. Для высокоскоростных линий это базовая опция.
{kind=link}
Некоторые станки для металлического штакетника комплектуются полноценной упаковочной линией, в которую входит автоматический укладчик для формирования пачки, приводной подающий рольганг, модуль упаковки и приводной приемный рольганг. Не считая водителя погрузчика, такую линию может обслуживать всего один оператор.
Система автоматического управления
Все оборудование для производства металлического штакетника для слаженной работы необходимо связать в одну систему. Для этого линия комплектуется системой автоматического управления, которая позволяет станку работать с минимальным контролем со стороны оператора.
Система автоматического управления контролирует все — от скорости размотки рулона металла, до расчета времени сработки ножниц и приостановки проката на время реза. При этом работой всей линии оператор управляет с одного пульта.
{kind=link}
Помимо контроля изготовления евроштакетника, система автоматического управления быстро отрабатывает возникшие нештатные ситуации, предотвращая повреждение линии. Скорость реакции автоматики несопоставимо больше скорости реакции человека, поэтому после аварийной остановки производство металлического штакетника легко возобновить сразу же после устранения изначальной неисправности.
Без единой системы автоматического управления все оборудование для евроштакетника будет работать по отдельности. Это увеличит количество персонала, необходимого для обслуживания линии, а также осложнит запуск и остановку станка. Как правило, в полуавтоматическом режиме линию останавливают, когда металл в рулоне заканчивается.
5 тонкостей, которые нужно знать, чтобы выбрать качественный станок для производства евроштакетника
Производство евроштакетника технологически простая задача. Для работы линии не нужно поддерживать постоянную температуру и влажность, обеспечивать особые условия хранения сырья и готового металлоштакетника, работать с токсичными материалами, нанимать высококвалифицированный линейный персонал. В таких условиях производительность линии по производству евроштакетника и среднее время ее простоя из-за неисправностей практически целиком зависит от качества самого станка. Поэтому мы решили дать несколько советов, которые помогут выбрать качественный станок для производства металлоштакетника.
Сразу оговоримся, наши рекомендации рассчитаны в основном на относительных новичков в этом бизнесе: у завода есть специалисты, которые смогут сформулировать требования к оборудованию по производству металлического штакетника, а вот у начинающих предпринимателей такой экспертизы, как правило, нет. Именно для них наши советы будут полезны.
Тонкость первая: избегайте пневматики и гидравлики. Пневматические и гидравлические механизмы удобны и эффективны. Но у них есть один очень существенный недостаток — при сильном снижении температуры они перестают работать, во всяком случае так, как от них ожидается. Поэтому производство металлоштакетника на станках с пневматическими и гидравлическими приводами зимой возможно только в отапливаемых цехах. А это сильно сказывается на прибыли — иногда такое производство просто нерентабельно.
Тонкость вторая: проверяйте «начинку». Нет ничего страшного в покупке китайского станка, если вы знаете, на что идете. Тем более что некоторые китайские бренды сейчас делают надежные производственные линии и предоставляют сервис, которым может похвастаться далеко не каждый европейский производитель. Но когда под видом европейского или российского станка продают линию, снизу доверху набитую китайской электроникой и механизмами — это почти всегда говорит об очень плохом качестве. И сильно завышенной цене. К сожалению, такие случаи отнюдь не редкость. Поэтому перед покупкой постарайтесь заглянуть «под капот» и узнать о ресурсной базе предприятия как можно больше.
Тонкость третья: вам нужна не просто продажа станка, а продажа с наладкой. Пусконаладочные работы стоят недешево, особенно с учетом проезда и проживания приглашенных специалистов. Поэтому владельцы небольшого производства склонны экономить на них, нанимая местных мастеров. Это ошибка, которая может стоить очень дорого. Представьте, что, несмотря на все усилия, линию на изготовление евроштакетника нормально запустить не удалось — планки получаются с дефектами, не удается добиться ровного отреза и так далее. При этом причина неисправности может быть как в самом станке, так и в руках тех, кто пытался наладить его работу. В результате проблемы будут и у заказчика, который потратит много сил на запуск линии в работу, и у завода, репутация которого получит существенный урон. Такая ситуация невыгодна изготовителю станка, поэтому редкие серьезные производители поставляют оборудование «как есть», без обязательных пусконаладочных работ силами своих представителей. Покупать станки лучше именно у заводов, которые дорожат своей репутацией.
{kind=link}
Тонкость четвертая: минимальная скорость смены рулона. Изготовление штакетника металлического в сезон — это работа на поток, когда каждая потраченная на простой станка минута оборачивается недополученной прибылью и потерей клиентов. На количество и длительность простоев ощутимо влияют только две вещи: надежность станка, то есть количество и сложность его поломок, и скорость смены рулона в разматывателе. И если на первый фактор можно повлиять, выбрав качественный станок проверенного изготовителя, то второй — характеристика размоточного устройства, на которую далеко не каждый обращает внимание. По возможности выбирайте разматыватель, смена рулонов в котором занимает наименьшее время. Кроме того, если линия в цеху не одна, лучше, чтобы загружать рулон можно было со специальной тележки — это разгрузит кран-балку.
Тонкость пятая: чем больше автоматики, тем лучше. Линии с автоматическим управлением дороже обычных станков, но они достаточно быстро окупаются за счет более высокой производительности, уменьшения количества персонала и снижения требований к квалификации сотрудников. Человек на производстве — это всегда источник ошибок, поэтому, чем меньше влияние человеческого фактора на производственный цикл, тем лучше. Кроме того, за линию вы платите один раз, а заработную плату сотрудникам каждый месяц.
Что в итоге?
Станок для производства евроштакетника — комплекс оборудования, который состоит как минимум из пяти элементов: разматывателя, прокатного стана, ножниц, приемного устройства и системы автоматического управления. При выборе производственной линии важно обращать внимание на пять деталей:
- Избегайте станков с пневматическим и гидравлическим оборудованием.
- Старайтесь узнать, что у оборудования внутри, чтобы не купить китайский станок по цене европейского.
- Покупайте линию у производителя, который не просто продает оборудование, а выполняет пусконаладочные работы.
- Выбирайте станок с минимальным временем смены рулона.
- Чем сильнее автоматизирована линия, тем она надежнее и производительнее.
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!

Что такое евроштакетник и зачем он нужен
Что такое металлоштакетник: подробно о плюсах и минусах материала, чем резать металлический штакетник, чтобы не повредить полимерное покрытие, и для чего его используют.

Бизнес-план по производству профнастила
Хотите знать, выгоден ли бизнес по производству профнастила? Какие для него нужны первоначальные инвестиции? Тогда изучите этот бизнес-план по производству профнастила.

Линия для производства профнастила
Из каких элементов состоит линия для производства профнастила? Каковы их технические характеристики? Каким требованиям должен удовлетворять цех по производству профнастила? Ответы на эти вопросы Вы найдете в статье.